Главная
Лабораторная работа №20
Построение
зубьев эвольвентного профиля
методом обкатки
Цель работы: получение эвольвентного
профиля зуба на приборе, моделирующем нарезание зубчатых колёс долбяком или инструментальной рейкой.
Оборудование и инструмент: прибор для вычерчивания зубьев эвольвентного
профиля, кружок (заготовка) из бумаги, остро заточенный карандаш, циркуль,
линейка.
Существуют
два принципиально отличающихся друг от друга метода изготовления цилиндрических
эвольвентных колес – метод копирования и метод
обкатки (огибания).
При
изготовлении колес методом копирования применяются режущие инструменты, рабочие
кромки которого имеют форму впадины нарезаемого зубчатого колеса. В процессе
резания профиль инструмента совпадает всеми точками с профилем колеса. Таким
методом работает дисковая и пальцевая модульные фрезы (рис. 1). Существенные
недостатки метода копирования – низкая производительность, потребность в
большом комплекте инструмента, невысокая точность.
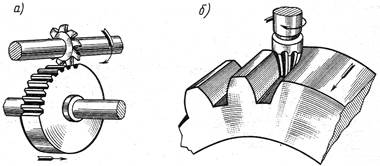
Рис. 1. Обработка зубчатых колес методом копирования:
а) дисковая фреза; б) пальцевой фрезой
Метод
обкатки является основным при нарезании зубчатых колес. В качестве режущих
инструментов используют червячную фрезу (рис. 2, а), инструментальную рейку
(гребенку) и инструментальное колесо (долбяк ) (рис. 2, б).
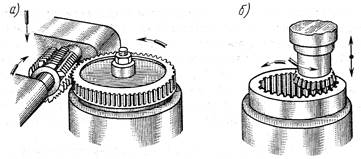
Рис. 2. Нарезание зубьев методом обкатки: а) червячной
фрезой; б) долбяком
В
процессе нарезания инструментальным колесом долбяк
(рис. 2, б) совершает сложное движение, складывающееся из
возвратно-поступательного движения по вертикали и вращательного движений в
горизонтальной плоскости, а заготовка при этом вращается вокруг своей оси в
плоскости перпендикулярной плоскости инструмента.
Делительная
окружность долбяка катится по делительной окружности
колеса без скольжения и, следовательно, обе линии являются центроидами
в относительном движении рейки и колеса. При нарезании колеса без смещения долбяка делительная окружность колеса касается делительной
окружности долбяка – получаем нормальные колеса. У
таких колес высота головки зуба равна модулю, а толщина зуба по делительной
окружности равна ширине впадины. При нарезании колеса со смещением долбяка делительная окружность колеса не соприкасается с
модульной прямой рейки, получаем исправленные колеса.
Для
нарезания зубчатых колес необходимо знать следующие элементы режущего
инструмента и нарезаемого колеса.
Делительная
линия (прямая для гребенки, окружность для долбяка) –
линия, проходящая через полюс зацепления и перекатывающаяся без скольжения по
делительной окружности будущего колеса.
Делительная
окружность – воображаемая окружность, на которой шаг зацепления равен шагу
режущего инструмента:
![]()
Модульная
линия (прямая для рейки, окружность для долбяка) –
средняя линия на которой толщина зуба равна ширине впадины и составляет
половину шага:
S
= 0,5P.
Смещение
производится с целью уменьшения габаритов и улучшения качества зацепления:
устранения подреза ножки зуба, увеличения коэффициента перекрытия, уменьшения
износа, повышения прочности зуба.
При
нарезании исправленных колес расстояние b между модульной и делительной прямыми
называется смещением рейки.
Смещение
может быть положительным и отрицательным по отношению к нормальному колесу.
Коэффициент
смещения рассчитывается по формуле
![]()
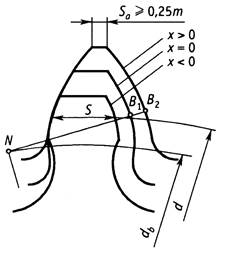
Рис. 3. Нарезание зубчатых колес без смещения
инструментальной рейки (x = 0), с положительным
смещением (x > 0), с отрицательным смещением (x < 0)
Величина
коэффициента смещения рейки, необходимая для устранения подреза ножки зуба,
определяется формулой
![]()
где
ha – коэффициент высоты головок зубьев,
Z
– число зубьев колеса,
αp – угол профиля рейки.
При
ha =1 и αp=20° расчетная формула имеет вид
![]()
Смещение
рейки, необходимое для устранения подреза ножки зуба, определяется по формуле
![]()
На
рис. 4 изображен прибор ТММ–47М для демонстрации принципа изготовления зубчатых
колес методом обкатки долбяком. Прибор состоит из
вращающегося столика (1) с верхним диском (6), служащим для имитации заготовки
зубчатого колеса, а также вращающегося устройства (3) для имитации движения
режущего инструмента-долбяка. Столик и долбяк смонтированы на литом
основании (4). При нажатии клавиши (5) столик с диском и долбяк,
связанные гибкой связью (2) поворачиваются на один шаг и на
бумаге карандашом от руки обводится контур зубьев долбяка.
Вращая винт (10) можно смещать исходный контур долбяка
и вычерчивать исправленный профиль зубьев.
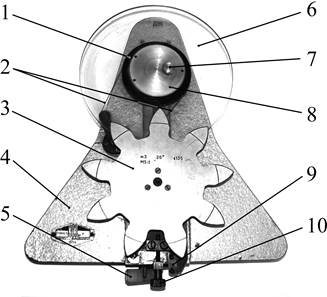
Рис. 4. Прибор TММ–47М для демонстрация принципа изготовления зубчатых колес методом
обкатки долбяком
Перед
работой необходимо заготовить бумажные диски диаметром, величина которого
нанесена на верхний диск (например Д185 означает
заготовку диаметром 185 мм). Бумажные диски вырезаются ножницами или на
приспособлении TMM-31А. Для обрисовки профиля желательно иметь остроотточенный карандаш твердостью 2Т или 3Т. Для
вычерчивания эвольвентных профилей зубьев бумажный
диск закрепляется на верхнем диске (6) шайбой (8) и винтом (7). Последовательно
нажимая клавишу (5) до упора, очертить зубчатый контур долбяка
карандашом на бумаге.
Для
построения зубьев колеса без смещения необходимо, чтобы нулевое деление
подвижной шкалы (9), совпало с нулевым делением основной шкалы. При смещении
рейки от нулевого положения будет вычерчиваться колесо с положительным или
отрицательным смещением в зависимости от направления поворота винта (10) на
требуемое расстояние b, отсчитываемое по основной шкале.
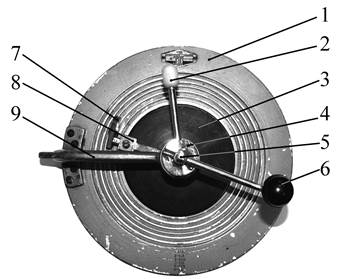
Рис. 5. Приспособление TMM-31А для изготовления
бумажных заготовок
Приспособление
для изготовления бумажных заготовок TMM-31А (рис. 5) состоит из следующих
основных частей: основание (1), кронштейн (9) с валиком (4), рычаг (8) с
режущим инструментом (7). К основанию (1) с шестью кольцевыми канавками для
выхода лезвия при резке крепится кронштейн (9). Во втулке (4) кронштейна
смонтирован вертикальный валик (5), на верхней части которого укреплена
рукоятка привода (2). К валику (4) крепится рычаг (8) с режущим инструментом
(7) – лезвием безопасной бритвы. Держатель лезвия перемещается во втулке
рычага, что обеспечивает возможность изготовления заготовок различных
диаметров. Закрепление бумажной заготовки к основанию (1) осуществляется диском
(3) при помощи поворота рукоятки (6).
Порядок выполнения работы
1.
Определить параметры прибора:
m
– модуль рейки, мм.;
p
= pm -шаг рейки, мм.;
d
– диаметр делительной окружности заготовки, мм.
Высота
зуба рейки hp и ее модуль m
связаны соотношением
hp =
2,25m
Из
этого соотношения определить приближенное значение модуля, которое надо
округлить до ближайшего стандартного значения.
Стандарт
нормальных модулей по ГОСТ 9563 – 60
от
0,3 до 0,8 мм через 0,1 мм
от
0,1 до 4,5 мм через 0,25 мм
от
4,5 до 7,0 мм через 0,5 мм
от
7,0 до 16,0 мм через 1,0 мм
от
18,0 до 30,0 мм через 2,0 мм
2.
Построить профили зубьев эвольвентного зацепления
методом обкатки путем вычерчивания их на приборе с моделью инструментальной
рейки в двух вариантах: 1 – нормальное колесо, 2 – колесо со сдвигом,
рассчитанным из условия устранения подреза. Пользуясь рассчитанными данными,
нанести на заготовку главные окружности колёс.
3.
Заполнить табл. 1.
Таблица 1. Расчет размеров колес
|
Наименование |
Нормальное колесо |
Исправленное колесо |
||
|
Расчетная |
Размер, |
Расчетная формула колеса с коэффициентом сдвига |
Размер, |
|
|
Число зубьев |
z=d/m |
|
|
|
|
Диаметр основной окружности |
db=dcosαW |
|
|
|
|
Диаметр впадин |
df=m(z-2,5) |
|
df=m(z-2,5)±2b |
|
|
Диаметр вершин |
da=m(z+2) |
|
da=m(z+2)±2b |
|
|
Шаг зацепления |
P=π∙m |
|
|
|
|
Толщина зуба по делительной
окружности |
Sx=πm/2 |
|
Sx=πm/2±2btgαW |
|
|
Делительная толщина по
хорде зуба |
|
|
|
|
Контрольные вопросы
- Какие существуют способы изготовления зубчатых колес?
- Перечислите основные параметры, которыми характеризуется зубчатое колесо.
- Какой метод обката наиболее распространен?
- Какие варианты исполнения зубчатых колес (относительно расположения режущего инструмента) существуют в машиностроении?
- Почему возникает подрезание зуба?
- Как устранить подрезание зуба?
- Что такое исправление зубчатых колес и для чего оно производится?
- С какими целями производится корригирование зацепления?
- Какой сдвиг - положительный или отрицательный - увеличивает прочность зуба?
- Для какой цели используется отрицательное смещение инструмента?
- Как изменяется радиус кривизны эвольвенты при положительной коррекции?
- Какие диаметры зубчатых колес изменяются при корригировании?
- Какой диаметр зубчатых колес не изменяется при корригировании?
- Расскажите об устройстве прибора для вычерчивания эвольвентных
профилей зубьев методом обкатки. Каков порядок работы на нем?
- Расскажите об особенностях нормальных модулей зуба.
email: KarimovI@rambler.ru
Адрес: Россия, 450071, г.Уфа, почтовый ящик 21
Теоретическая механика Сопротивление материалов
Прикладная механика Детали машин Строительная механика